



ZEMAX軟件技術應用專題:如何使用ZOS-API創建飛行時間用戶分析 
LiDAR(光探測和測距)是一種感測器技術,可通過測量發射光從周圍物體反射並返回到接收器所需的時間來幫助創建環境的3D數字地圖。這種3D映射作為自動駕駛汽車的關鍵使能技術在汽車行業變得越來越重要。在汽車行業之外,LiDAR用於移動設備,用於增強現實、測量距離以及模糊照片和影片中的背景等功能。
2100
w**elab86_Swsp ??? 3年前
工業切削液的常見種類與應用特點 
隨著制造業升級,切削液正朝著高性能、長壽命、綠色環保方向發展,低泡、易降解、無刺激的環保型切削液,逐漸成為工業加工的主流趨勢,為精密制造與綠色生產提供穩定支撐。
1222
東莞市杉山潤滑油科技有限公司 ??? 2月前
常用的切削液有哪些
東莞市杉山潤滑油科技有限公司的乳化液型切削液,依托 20 年技術沉淀,在 CNC 加工、電子元件制造等領域應用廣泛,其產品能快速帶走加工熱量,減少工件變形,同時具備良好的防銹性能,延長設備與工件的使用壽命。 ? 第三類是半合成切削液,融合了油基與水基切削液的優點,冷卻性、潤滑性與清洗性均衡,是目前應用最廣泛的切削液類型之一。
2312
東莞市杉山潤滑油科技有限公司 ??? 5月前
切削液為什么有綠色的 
這與杉山切削液 “換油周期長、清潔性能出眾” 的核心優勢相呼應,綠色外觀也能在使用過程中更清晰地反映切削液的變質程度,讓工人及時察覺液質變化。 同時,綠色成為切削液的主流色系,也有行業共識與品牌辨識度的考量。在工業潤滑油領域,綠色逐漸成為高品質、環保型切削液的視覺符號,消費者形成了 “綠色切削液更環保、性能更優” 的認知。
1755
東莞市杉山潤滑油科技有限公司 ??? 3月前
ZEMAX軟件技術應用專題:如何為光學相干斷層掃描系統建模 
儘管它在OCT系統的類型之間有所不同,但深度掃描通常由參考鏡執行,以使樣品返回的光對應於樣品和參考之間的特定光程差(OPD)。 透過以x或y方向旋轉掃描鏡來執行橫向,橫向或b掃描,從而在整個樣品區域上平移探測光束。我們從商用OCT系統中獲取目標規格。 軸向分辨率完全來自光源特性,應在5μm的數量級上。 來自樣品處光束半徑的橫向分辨率應為15μm。
2246
w**elab86_Swsp ??? 3年前
Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
過去,Sultanova等人發表了 15種光學塑膠的折射率資料(參考資料2),每種材料都有8個波長的資料,並同時計算了每個材料的阿貝數 (V)。每個OpticStudio的眼科光學塑膠材料 (包含現在使用的這個) 都是先假設其色散曲線、折射率、阿貝數均與Sultanova的塑膠相似,接著利用Conrady公式,從NF、Nd、Ne及NC的數值中建立材料檔案。
2231
w**elab86_Swsp ??? 3年前
機械加工后的毛刺怎么處理? 
本文首先對影響端銑毛刺形成的主要因素進行系統地分析,并從結構設計到制造加工全過程出發,探討了減小和控制銑削毛刺的方法和技術。一、端銑加工中毛刺的主要形式按照切削運動——刀具切削刃毛刺分類體系,端銑過程中產生的毛刺主要有主刃兩側方向毛刺、側邊切出切削方向毛刺、底邊切出切削方向毛刺及切入和切出進給方向毛刺五種形式(見圖1)。
2274
機械設計師 ??? 4年前
【行業知識】鉆頭的顏色對鉆頭的選擇有影響嗎? 
鉆削加工時影響被加工孔精度的因素: ①鉆頭的裝夾精度及切削條件,如刀夾、切削速度、進給量、切削液等; ②鉆頭尺寸及形狀,如鉆頭長度、刃部形狀、鉆芯形狀等; ③工件形狀,如孔口側面形狀、孔口形狀、厚度、裝卡狀態等。
2680
機械工程師 ??? 4年前
都說鏜孔難,鏜孔為什么難? 
這樣,切削液將會有效地把切屑排出孔外。加工通孔時,也可用壓縮空氣代替切削液,通過主軸吹出切屑。另外,選擇合適的刀片槽型和切削參數,也有助于切屑的控制和排出。
2381
數控編程教學 ??? 4年前
【工藝知識】傳統鉆削與螺旋銑孔加工工藝,它們有什么區別? 
鉆孔過程中,切屑從鉆頭狹槽中排出,排屑速度慢,而切削熱主要是由切屑帶走的,當切削熱不能及時疏散時,大量切削熱留在了工件和刀具上,這會加速刀具的磨損失效。 另外,切屑與已加工孔的表面有直接接觸時,加工表面會被劃傷,顯然這種排屑方式又影響了孔的表面質量。一般說來,傳統鉆孔加工質量是無法滿足飛機制造業的精度要求的,還必須依靠其他工序來保證孔的表面質量,從而降低了工作效率,同時也提高了加工成本。
2350
機械工程師 ??? 4年前
2026杉山潤滑油科技深度選型指南:工業潤滑油如何匹配最佳方案? 
杉山潤滑油科技合成技術杉山潤滑油科技的全合成切削液產品采用全合成基礎油與高效添加劑復配的合成技術,具備卓越的潤滑性和極壓性能,適合高硬度鋼、鈦合金等難加工材料的重負荷切削,同時抗硬水能力強,生物穩定性好,可長期循環使用。殼牌工業潤滑油核心技術聚焦粘溫性控制、極壓抗磨與清潔性能,產品粘溫性指標優異,可在寬溫度區間保持穩定粘度,極壓抗磨性能可適配難加工材質的切削需求。
4
東莞市杉山潤滑油科技有限公司 ??? 1小時前
零部件常用的研磨拋光方法有哪些? 
研磨是利用磨具與磨料,在一定的壓力下對工件表面進行切削。產品工件可以是各種金屬或是非金屬材料,加工的表面形狀有平面、弧形曲面、凹凸面、螺紋、齒面及其他異型面。研磨的實現方式有人工和機械自動化處理,是表面處理的初步階段,主要目的就是去氧化皮、去毛刺、整平。 按照研磨材料的粒度粗細不同,分為重切削、中切削、輕切削,分別對應不同的切削力度。切削力度越大,效率越高,但表面的粗糙度也越高。
3681
jerrylu ??? 2年前
鑄鐵地軌:它不會說話,卻托起了精密制造的“脊梁” 
出和色的精度保持性:鑄鐵具有優異的尺寸穩定性和抗時效變形能力。一旦安裝調平,其平面度可保持數年不變,為高精度作業提供了可靠基準。超和強耐磨與耐壓:表面硬度高,能承受重型設備的長期碾壓和滑動摩擦,使用壽命可達數十年。良好的切削加工性:便于進行精銑、刮研等后期加工,可獲得高水平的平面度與表面光潔度。
1715
威岳13780573715 ??? 2月前
關于鉆井,你想了解的都在這… 
幾乎所有鉆頭制造商都采用了這一技術,開始生產自己的PDC鉆頭系列。1)PDC鉆頭的結構特點 PDC鉆頭由鉆頭體、PDC切削齒和噴嘴等部分組成,按結構與制造工藝的不同分為鋼體和胎體兩大系列。剛體PDC鉆頭的整個鉆頭體都采用中碳鋼材料并采用機械 制造工藝加工成形。在鉆頭工作面上鉆孔,以壓入緊配合方式將PDC切削齒固緊在鉆頭冠部。
10338 3
化工活動家 ??? 3年前
生產制造 | NCSIMUL助力航空制造業蒙皮安全加工 
# 在虛擬環境中進行全方位加工驗證將完整的加工程序置于NCSIMUL構建的高保真虛擬環境中進行全面驗證: ?碰撞干涉檢查:毫秒級偵測刀具與夾具,機床的主軸、工作臺、防護罩,以及工件本身之間任何潛在的碰撞風險; ?過切/欠切分析:精確驗證刀具路徑,確保蒙皮型面被精準切削到位; ?加工過程可視化:清晰呈現刀具在虛擬蒙皮上的運動軌跡,直觀發現程序邏輯問題。
2339
海克斯康設計與仿真 ??? 11月前
熱處理 “四把火” 到底是什么? 
如果這些應力不予消除,將會引起鋼件在一定時間以后,或在隨后的切削加工過程中產生變形或裂紋。
2729
材料科學與工程技術 ??? 3年前
機床工作臺怎么選?記住這8條,少走彎路 
材料硬度:重切削(鋼、鑄鐵)需厚重、高剛性工作臺;輕切削(鋁合金、塑料)可選用輕量化結構。加工精度要求:粗糙度Ra≤1.6μm:需磨削或刮研的工作臺表面。定位精度±0.005mm:選用帶光柵尺反饋的精0密工作臺。4. 關鍵性能指標平面度與平行度:直接影響加工面平整度,精0密級要求≤0.01mm/1000mm。
64
威岳13780573715 ??? 昨天
防護屏外罩注射模具設計+3d 
順滑的分型面便于提高CNC刀具切削精度,利于飛模,因此能有效提升合模精度。前后模仁圖分別見圖4和圖5.
1965
模具論壇 ??? 4年前
復雜深孔的高效加工方法! 
這些刀具配有加長的高精度刀柄,并且具有支撐功能和集成式鉸刀,再結合最新的切削刃槽形和刀片材質以及高效的冷卻液和切屑控制,就能在最高的穿透率和加工安全性下獲得所需的高質量結果。 圖1 圖1 停止深孔加工的零件首先需求鉆削十分深的孔,然后往往是各種復雜的特征加工。深孔加工取得成功通常基于混合運用規范和公用刀具元件,這些元件具有設計成非標刀具的閱歷。
2287
數控編程網 ??? 4年前
一種電機軸螺桿加工專用的數控銑床機械結構系統優化設計 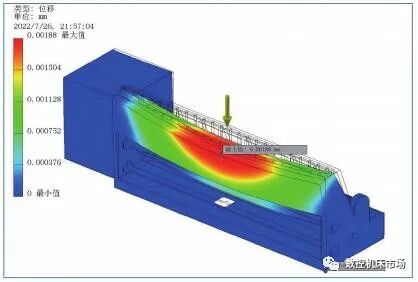
現有電機軸螺桿旋風銑床多以平床身為主,較國外斜導軌型、階梯型導軌機床切削剛性弱,且裸露的導軌表面易因大量的切屑沖擊而發生磨損和熱變形。3)旋風銑頭穩定性不足。 國內旋風銑頭動力布置多為后置型,帶型為聯組窄V 帶,傳動效率較低,易發生扭振,且動力后置使刀軸前后端軸承受力不均,后軸承磨損加劇,穩定性欠佳。銑頭的刀軸較長,內孔多為直柱面,嚴重制約了螺桿螺旋升角的加工范圍。
4025 1
張偉一 ??? 2年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
